

O dobrado de chapa metálica é un proceso de fabricación común que se emprega para crear unha variedade de compoñentes e produtos. O proceso implica deformar unha chapa metálica aplicando forza, normalmente usando unha prensa plegadora ou unha máquina similar. A continuación móstrase unha visión xeral do proceso de dobrado de chapa metálica:
1. Selección de materiais: O primeiro paso nodobrado de chapa metálicaO proceso consiste en seleccionar o material axeitado. Os materiais máis habituais para o dobrado de chapas metálicas inclúen o aceiro, o aluminio e o aceiro inoxidable. O grosor da chapa metálica tamén será un factor clave para determinar o proceso de dobrado. En HY Metals, empregamos os materiais especificados polos clientes.
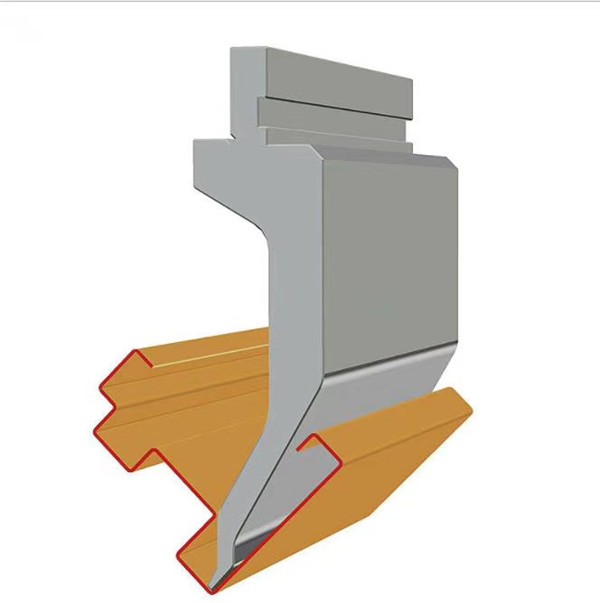
2. Selección de ferramentas:O seguinte paso é seleccionar a ferramenta axeitada para a operación de dobrado. A selección da ferramenta depende do material, do grosor e da complexidade do dobrado.
Escoller a ferramenta de dobrado axeitada é crucial para conseguir dobras precisas e de alta calidade durante o proceso de dobrado de chapa metálica. Aquí tes algunhas consideracións clave ao elixir unha ferramenta de dobrado:
2.1 Tipo e grosor do material:O tipo de material e o grosor da placa afectarán a selección das ferramentas de dobrado. Os materiais máis duros, como o aceiro inoxidable, poden requirir ferramentas máis robustas, mentres que os materiais máis brandos, como o aluminio, poden requirir diferentes consideracións de ferramentas. Os materiais máis grosos poden requirir ferramentas máis robustas para soportar as forzas de dobrado.
2.2 Ángulo e radio de curvatura:O ángulo e o radio de curvatura requiridos determinarán o tipo de ferramenta necesaria. Úsanse diferentes combinacións de matrices e punzóns para conseguir ángulos e radios de curvatura específicos. Para curvaturas axustadas, poden ser necesarios punzóns e matrices máis estreitos, mentres que os radios máis grandes requiren diferentes axustes da ferramenta.
2.3 Compatibilidade de ferramentas:Asegúrate de que a ferramenta de dobrado que escolliches sexa compatible coa prensa plegadora ou máquina de dobrado que se está a usar. As ferramentas deben ter o tamaño e o tipo axeitados para a máquina específica para garantir o funcionamento axeitado e a seguridade.
2.4 Materiais de ferramentas:Considere os materiais das ferramentas de curvado. As ferramentas endurecidas e rectificadas úsanse a miúdo para a curvatura de precisión e para soportar as forzas implicadas no proceso. Os materiais das ferramentas poden incluír aceiro para ferramentas, carburo ou outras aliaxes endurecidas.
2.5 Requisitos especiais:Se a peza que se vai dobrar ten características especiais, como flanges, rizos ou desprazamentos, pode ser necesario usar ferramentas especiais para conseguir estas características con precisión.
2.6 Mantemento e vida útil do molde:Ten en conta os requisitos de mantemento e a vida útil domolde de dobraxeÉ probable que as ferramentas de calidade duren máis e se substitúan con menos frecuencia, o que reduce o tempo de inactividade e os custos.
2.7 Ferramentas personalizadas:Para requisitos de dobrado únicos ou complexos, poden requirirse ferramentas personalizadas. As ferramentas personalizadas pódense deseñar e fabricar para satisfacer necesidades de dobrado específicas.
Ao elixir unha ferramenta de dobrado, é importante consultar cun provedor ou fabricante de ferramentas con experiencia para garantir que a ferramenta seleccionada sexa axeitada para a aplicación de dobrado e a máquina específicas. Ademais, ter en conta factores como o custo das ferramentas, o prazo de entrega e o apoio do provedor pode axudar a tomar unha decisión informada.
3. ConfiguraciónUnha vez seleccionados o material e o molde, a configuración da prensa plegadora é crucial. Isto inclúe o axuste do tope traseiro, a fixación da chapa metálica no seu lugar e a configuración dos parámetros correctos na prensa plegadora, como o ángulo de curvatura e a lonxitude de curvatura.
4. Proceso de dobrado:Unha vez completada a configuración, pode comezar o proceso de dobrado. A prensa plegadora aplica forza á chapa metálica, facendo que se deforme e dobre no ángulo desexado. O operador debe supervisar coidadosamente o proceso para garantir o ángulo de dobrado correcto e evitar calquera defecto ou dano material.
5. Control de calidade:Unha vez finalizado o proceso de dobrado, comproba a precisión e a calidade da placa de metal dobrada. Isto pode implicar o uso de ferramentas de medición para verificar os ángulos e as dimensións da dobra, así como a inspección visual de calquera defecto ou imperfección.
6. Operacións posteriores á curvatura:Dependendo dos requisitos específicos da peza, pódense realizar operacións adicionais como o recorte, o punzonado ou a soldadura despois do proceso de dobrado.
En xeral,dobrado de chapa metálicaé un proceso fundamental na fabricación de metal e utilízase para crear unha variedade de produtos, desde soportes sinxelos ata carcasas e compoñentes estruturais complexos. O proceso require unha atención coidadosa á selección de materiais, ferramentas, configuración e control de calidade para garantir curvas precisas e de alta calidade.
Data de publicación: 16 de xullo de 2024